








产品中心分类>>
联系 人:蔡先生
手 机:13905957067(同微信)
邮 箱:38066606@qq.com
地 址:福建省泉州市南安市仑苍镇美宇路36号
-
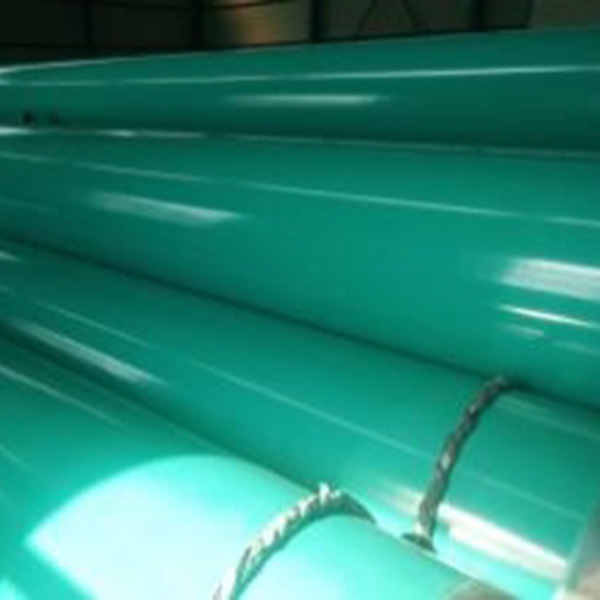
环氧粉末防腐钢管
环氧粉末防腐钢管涂装方法:40~120KV高压静电喷涂。 建议膜厚:普通级300~400um, 加强级400~500um。 理论用量:普通级0.42~0.56 kg/m2 加强级0.56~0.70 kg/m2 表面处理:喷砂或抛丸除锈达Sa2.5级以上,锚纹深度50~80um。 工件预热:一般采用中频加热,工件温度控制…
-

环氧粉末防腐钢管
环氧粉末防腐钢管涂装方法:40~120KV高压静电喷涂。 建议膜厚:普通级300~400um, 加强级400~500um。 理论用量:普通级0.42~0.56 kg/m2 加强级0.56~0.70 kg/m2 表面处理:喷砂或抛丸除锈达Sa2.5级以上,锚纹深度50~80um。 工件预热:一般采用中频加热,工件温度控制…
-

环氧粉末防腐钢管
环氧粉末防腐钢管涂装方法:40~120KV高压静电喷涂。 建议膜厚:普通级300~400um, 加强级400~500um。 理论用量:普通级0.42~0.56 kg/m2 加强级0.56~0.70 kg/m2 表面处理:喷砂或抛丸除锈达Sa2.5级以上,锚纹深度50~80um。 工件预热:一般采用中频加热,工件温度控制…
-

环氧粉末防腐钢管
环氧粉末防腐钢管涂装方法:40~120KV高压静电喷涂。 建议膜厚:普通级300~400um, 加强级400~500um。 理论用量:普通级0.42~0.56 kg/m2 加强级0.56~0.70 kg/m2 表面处理:喷砂或抛丸除锈达Sa2.5级以上,锚纹深度50~80um。 工件预热:一般采用中频加热,工件温度控制…
-

环氧粉末防腐钢管
环氧粉末防腐钢管涂装方法:40~120KV高压静电喷涂。 建议膜厚:普通级300~400um, 加强级400~500um。 理论用量:普通级0.42~0.56 kg/m2 加强级0.56~0.70 kg/m2 表面处理:喷砂或抛丸除锈达Sa2.5级以上,锚纹深度50~80um。 工件预热:一般采用中频加热,工件温度控制…
-

环氧粉末防腐钢管
环氧粉末防腐钢管涂装方法:40~120KV高压静电喷涂。 建议膜厚:普通级300~400um, 加强级400~500um。 理论用量:普通级0.42~0.56 kg/m2 加强级0.56~0.70 kg/m2 表面处理:喷砂或抛丸除锈达Sa2.5级以上,锚纹深度50~80um。 工件预热:一般采用中频加热,工件温度控制…
- «
- 1
- »



